SolutionFAQ
木材 穴・溝・成型・接合
貫通孔加工(当板なし/1枚切り)時のポイントを知りたい
※表全体が表示されない場合は、横にスクロールしてご覧ください。
| 製品 | ポイント・適用範囲 | |
|---|---|---|
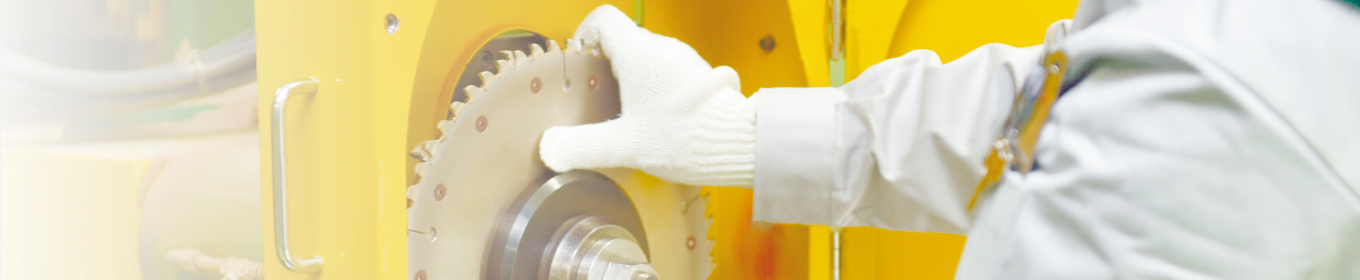
| P型貫通錐 | 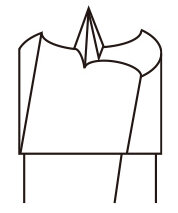 |
表面が繊維質材や軟材で当板が無い貫通孔加工の場合、大径ならば孔出口のバリ抑制にはP型刃型が有効です。但し、毛引きが無いため孔入口部にバリが発生し易く、低速送りが必要です。M型貫通錐では、バリが大きくなります。 しかし、小径の錐ほどスクイ角を大きくとれないため、P型刃型でも加工品質の向上は困難。当板を使用したM型ダボ錐での貫通加工が最良です。 |
|
M型貫通錐 貫通後のストローク |
 |
当板の有無に関わらず、M型貫通錐の貫通後のストロークを大きくとれない場合、止むを得ず予め刃型寸法(h)を短く調整しておく必要があります。但しこの場合、刃先先端V角度が標準よりも鈍角になるため、孔出口の加工品質は云うまでもなく、穿孔初期に錐刃先が安定せず、孔入口の加工品質も悪化する可能性があります。 |
|
M型貫通錐 |
穿孔時の連続した切屑の錐本体への巻き付き防止が重要です。 連続孔加工には、断続的な錐送り(ステップフィード)や錐刃先へのエア噴射(切屑除去)が不可欠です。 |
|
| 人造大理石の貫通孔加工 | 人造大理石には本来M型貫通錐が有効ですが、マスキングフィルムの切味を向上させるには、孔入口も当板が必要です。但し、アクリル系人造大理石は硬質であるため、またマスキングフィルムの切れ味向上のためにも、少なくとも孔入口及び出口切削時は低速送りが必要です。 | |
| 広葉樹の貫通孔加工 | 当板無しでも、広葉樹の硬木には、M型貫通錐が適用可能です。但し、孔入口出口ともに若干のバリが発生します。 | |
| 塩ビの貫通孔加工 | 塩ビの材質や厚みにもよりますが、M型貫通錐で孔出口にカエリや塩ビ層の浮きが発生する場合には、当板を使用しM型ダボ錐で貫通することをお勧めします。 | |
| 人造大理石にマスキングフィルムがある場合 | 孔出口にマスキングフィルムがある場合、当板無しの加工ではM型貫通錐を使用してもフィルムの浮きが発生します。 | |
| PC板の貫通孔加工 | 含水率が低く硬いPC板は、M型貫通錐。含水率が高く軟らかいPC板は、当板を付けてM型ダボ錐で貫通加工。 | |
| 化粧貼り不燃板の貫通孔加工 | 化粧材質にもよりますが、孔出口の欠け抑止には、化粧材側からのM型貫通錐による加工が有効です。但し、化粧材が合板や突板などの場合は、当板を付けてM型ダボ錐®で貫通した方が良好です。 | |